Language Version
|
|
|
|
Eddy Current of coated weld according to standard EN-17643.
-
Introduction
-
Basic parameters and instruments sets for testing
-
Weldscan probes constructins and instruments requirements for welds testing
-
Identification of testing materials and influence of protective coatings
- zmiany strukturalne materiału spawanego
- zmiany struktury stopiwa w stosunku do materiału rodzimego
- zmiany twardości materiału w obrębie strefy wpływu ciepła
- zmiana kształtu powierzchni nadlewu lub grani spoiny
- zmiana grubości cienkich elementów spawanych
-
Scaning
-
Testing of weld with protective coatings
-
Evaluation of defects and qualification of indications
Metoda badań prądami wirowymi jest metodą przeżywającą w ostatnich 10 latach bardzo znaczący rozwój na całym świecie. Wzrost zastosowania tej metody w badaniach nieniszczących wyniósł średnio 60% przy wzroście dla pozostałych metod nie przekraczającym 15-20%. Ciągły postęp techniczny, wprowadzanie nowych materiałów konstrukcyjnych, wyższych wymagań jakościowych oraz nowych technologii produkcji wymusza na badaniach dostosowywanie się do tych warunków.
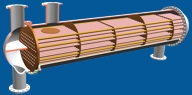
Metoda prądów wirowych spełnia często bardzo wysokie wymagania stawiane przez konstruktorów w przemyśle jądrowym, lotniczym czy kosmicznym. Doświadczenia zebrane z tych dziedzin przenoszą się bardzo szybko na pozostałe przemysły jak chemiczny, naftowy, energetyczny, samochodowy. Oprócz powszechnie wykorzystywanej metody prądów wirowych np. do badania rurek w wymiennikach ciepła czy łopatek turbin, zaczęto ją stosować do badania nieniszczącego połączeń spawanych.
Generowanie prądów wirowych zależy od pola elektromagnetycznego
wytwarzanego przez cewkę wzbudzająca oraz od właściwości materiału poddanego
badaniu, który musi być przewodnikiem prądu elektrycznego aby w nim mogło
wystąpić zjawisko indukcji elektromagnetycznej. Materiał badany cechują pod
tym względem wielkości magnetoelektryczne takie jak przewodność elektryczna
(konduktywność) oznaczana symbolem σ dla której podstawową jednostką jest
S/m (Simens/metr) oraz przenikalność magnetyczna μ dla której jednostką
jest H/m (Henr/metr).
W praktyce, zależnie od kraju i przyzwyczajeń często stosuje się inne wielkości
pochodne jak np. oporność właściwa ρ w mikro omach/centymetr, konduktywność
w % IACS (International Annealed Copper Standard) lub w MS/m (Mega Siemensach
/ metr).
W zależności od wielkości magnetycznych i elektrycznych materiałów badanych oraz celów badania dobierane są odpowiednie konstrukcje sond badawczych, ich podstawowe parametry takie jak indukcyjność L (μH) i wymiar cewki D (mm) oraz podstawowe parametry pracy czyli częstotliwość określana symbolem f (Hz) i wzmocnienie G (dB). Na podstawie tych danych oblicza się najważniejszą wielkość podczas badania prądami wirowymi czyli SDP - Standardową Głębokość Wnikania prądów wirowych oraz Efektywną Głębokość Wnikania prądów wirowych - EDP.
Lp
|
Materiał
|
f=20kHz |
f=100kHz |
f=1MHz |
|||
SDP |
EDP |
SDP |
EDP |
SDP |
EDP |
||
1 |
żelazo |
1,00* |
0,50* |
0,20* |
|||
2 |
aluminium |
0,58 |
1,74 |
0,26 |
0,78 |
0,08 |
0,24 |
3 |
miedĽ |
0,47 |
1,41 |
0,21 |
0,63 |
0,07 |
0,21 |
4 |
nikiel |
0,93 |
2,79 |
0,42 |
1,26 |
0,13 |
0,39 |
5 |
tytan |
3,15 |
9,45 |
1,41 |
4,23 |
0,45 |
1,35 |
6 |
stal 18-8 |
3,02 |
9,06 |
1,35 |
4,05 |
0,43 |
1,29 |
| * - wielkość orientacyjna | |||||||
Właściwy dobór sondy i defektoskopu do prądów wirowych ma największy wpływ na czułość i dokładność wyników badania. Podczas badania metodą prądów wirowych występujące zjawiska takie jak efekt oddalenia i efekt krawędziowy są często uznane za niepożądane. Obecny bardzo duży postęp w rozwoju konstrukcji sond pozwala na znaczne ograniczenie ich wpływu. Sondy do badania połączeń spawanych są zbudowane najczęściej jako różnicowe lub refleksyjne. Stosuje się do nich określenie "Weldscan" lub "Ĺ Point". Sondy mają zazwyczaj wymiary średnicy podstawy od 5 mm do 25mm i kształt owalny lub płaski. Pole elektromagnetyczne sondy posiada kształt krzyża i jest odpowiednikiem obszaru badanego.
 |
 |
| Rys. 3.1 Weldscan design with visible 2 coils "X" and "+" arrangement, shape of activ zone and ET instrument ZETEC MIZ-21B. | |
Bardzo istotnym elementem w parametrach sprzętowych defektoskopu oprócz szerokiego zakresu częstotliwości jest możliwość odtworzenia obrazu sygnału z ostatnich kilku sekund badania i system sygnalizacji przekroczenia progu alarmu w słuchawkach. Umożliwia to większe skoncentrowanie się na samym skaningu a w razie potrzeby odtworzenie odpowiedniego fragmentu badania i spokojną interpretację wskazania.
Cały układ badawczy składający się z defektoskopu, sondy oraz kabli połączeniowych podlega okresowym sprawdzeniom na próbkach referencyjnych z wadami sztucznymi w laboratorium oraz na miejscu pracy podczas badania, podobnie jak to ma miejsce przy badaniach ultradĽwiękowych.
Norma PN-EN 1711 obejmuje swym zakresem połączenia
spawane wszystkich metali i ich stopy: stale węglowe, stale nierdzewne, aluminium,
nikiel, tytan, chrom. Podczas badania prądami wirowymi połączeń spawanych
jest dla nas bardzo ważne jaki materiał będziemy badać, w jakim jest on stanie
i jakie ma podstawowe parametry magnetyczne i elektryczne. Od tego zależy
bowiem przebieg trajektorii sygnału, łatwość jego interpretacji i wykrywalność
nieciągłości materiałowych. Badanie spoin związane jest z wieloma cechami
badanego materiału mającymi duży wpływ na właściwą interpretację. Zaliczamy
do nich:
 |
|
| Rys. 4.1 Trajektorie sygnału dla różnych materiałów oraz dopuszczalne odchylenia dla materiału próbki referencyjnej. | |
Często występującą sytuacją jest badanie spoin pokrytych warstwami ochronnymi przewodzącymi prąd elektryczny np. cynk, aluminium, ołów, nikiel, chrom jak i nie przewodzącymi prądu elektrycznego np. farby, tworzywa sztuczne, gumy. Powłoki niekonduktywne nie stanowią większego problemu podczas badania spoin. Powodują jedynie nieznaczne osłabienie sygnału spowodowane efektem oddalenia. Powłoki ochronne przewodzące, wymagają natomiast od personelu badającego znacznie większego doświadczenia i specjalistycznego przeszkolenia.
| Rys.4.2. Zmiany wskazań aparatu przy powłokach niekonduktywnych i konduktywnych. | |
Do badania prądami wirowymi wystarczy jeśli powierzchnia badana będzie tzw. "zwykłą powierzchnią" - lico spoiny i materiał podstawowy w takim stanie jak po spawaniu wykonanym łukowo ręcznie i metodą MAG w dowolnej pozycji. Oczywiście większa gładkość powierzchni w istotny sposób podniesie czułość badania ponad wymagania normy EN 1711. W przypadku powierzchni badanej zaliczonej do bardzo gładkiej możemy wykrywać pęknięcia o głębokości rzędu 0,05mm.
| Rys.5.1 Skaning przyspoinowy oraz pod kątem 45° z pionowym sygnałem od pęknięcia | |
Podczas badania spoin najczęściej poszukiwane są mikropęknięcia i pęknięcia powstałe podczas eksploatacji lub w trakcie wytwarzania. Lokalizacja, orientacja oraz charakter szukanych nieciągłości rzutują na opracowanie procedur badania gdzie musimy rozważyć takie elementy jak: rodzaj materiału badanego, kształt złącza spawanego, rodzaj spodziewanych wad, ich lokalizacja, charakter i orientacja, grubość i rodzaj powłok ochronnych, rodzaj i wielkość sond, częstotliwość, wzmocnienie, kąty fazowe, napięcie wzbudzające, filtracja, technika badania i system skanowania Obszar podlegający badaniu obejmuje oprócz powierzchni spoiny również strefę wpływu ciepła i materiał rodzimy. W praktyce zaleca się zwiększenie badanego obszaru materiału rodzimego z 10mm (wg EN) do nawet 50mm.
Badanie połączeń spawanych z powłokami ochronnymi niekonduktywnymi o grubościach do 50 μm nie powoduje praktycznie żadnych istotnych zmian w procedurze badania. Powłoki grubsze do 2 mm wymagają jedynie zwiększenia wzmocnienia amplitudy sygnału i zastosowania imitacji powłoki o takiej samej grubości na próbce odniesienia.
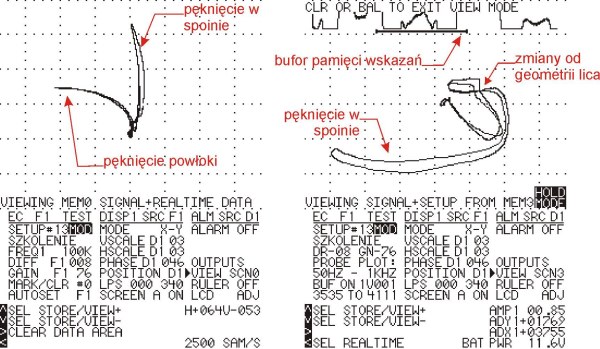 |
| Rys. 6.1 Defektoskop Zetec MIZ-21B - trajektorie wskazań wad w spoinie z powłokami konduktywnymi - metalicznymi |
Podczas badania spoin z powłokami metalicznymi trajektoria sygnału powstałego od pęknięcia zależy od rodzaju powłoki metalicznej, jej grubości i sposobu nakładania. Dobór parametrów badania ma bardzo istotny wpływ na odseparowanie sygnału wady od sygnałów zmian strukturalnych oraz geometrycznych spoiny i powłoki. Badanie prądami wirowymi w tym wypadku wymaga większego doświadczenia i kwalifikacji personelu. Do badania konieczne są próbki odniesienia z identycznym układem geometrycznym i strukturalnym połączenia spawanego. Możliwa wówczas oprócz wykrywania pęknięć w spoinach jest ocena stanu technicznego i wykrywanie mikropęknięć w samej powłoce.
Analiza sygnałów czyli ocena amplitudy i przesunięcia fazowego impedancji odbywa się na płaszczyĽnie zespolonej wyświetlacza defektoskopu. Głębokość wykrytych wad np. pęknięć odbierana na wyświetlaczu defektoskopu najczęściej jako zmiany wielkości amplitudy sygnału z nieznaczną zmianą kąta fazowego. Zmiany te zależą w bardzo dużym stopniu od parametrów materiału badanego i nie można porównywać sygnałów z badania stali węglowej czy aluminium z sygnałami od takich samych wad np. dla stali austenitycznych czy stopów miedzi. Ocena długości pęknięcia dokonywana na zasadzie wielkości sygnału 3-krotnie przewyższającego amplitudę szumów. Kwalifikowanie rejestrowanych wskazań dokonywane jest na podstawie uzgodnień miedzy stronami lub w oparciu o kryteria akceptacji jak dla badań magnetyczno proszkowych (PN-EN 1291) lub penetracyjnych (PN-EN 1289).
Conclusions:
- zastosowanie metody prądów wirowych do badania spoin pozwala zastąpić w pełni metodę magnetyczno proszkową i penetracyjną
- prądy wirowe mogą być stosowane do badania wszystkich metali i ich stopów zarówno ferromagnetycznych oraz niemagnetycznych
- badanie prądami połączeń spawanych nie wymaga usuwania powłok ochronnych np. farby, tworzyw sztucznych, gumy
- prądy wirowe umożliwiają badanie spoin przykrytych warstwami metalicznymi nanoszonymi galwanicznie, plazmowo oraz napylanych
- badanie spoin ze stali nierdzewnych pozwala jednocześnie na wykrywanie mikropęknięć naprężeniowej korozji międzykrystalicznej
- badanie ET stali austenitycznych, tytanu i aluminium pozwala na wykrywanie wad podpowierzchniowych
- badanie ET stali ferromagnetycznej umożliwia wykrywanie pęknięć zalegających na głębokości do 8 mm pod warunkiem zastosowania specjalnych technik badania
Prawa autorskie zastrzeżone